Recent Posts From Features

Is your customer feedback used to diagnose or sell?
You walk into your general practitioner’s office. You have some pain...

AutoScheduler CEO Keith Moore discusses warehouse trends, innovation, and entrepreneurship
Legacy Systems Still Exist; it’s Time to Augment Their Capabilities...

Changing landscape
And that is the problem. Inflation or no inflation. GDP growth or inadequate...

Navigating the Shift: Adapting to the changing forklift market
In the ever-evolving landscape of the forklift industry, staying ahead of...
- Nuts & Bolts
- Podcasts
- Products
- Shifting Gears
H&E opens new branch in the Decatur AL area
Effective April 1, 2024, H&E Rentals (H&E) announces the opening of...

Nucor to acquire manufacturer of data center infrastructure
Nucor Corporation just announced that it has acquired Southwest Data...

New documentary to highlight the Return to Vietnam 50 years later
“Mission Veteran Expedition: Honoring Vietnam Veterans in the...
PTDA to Host 2024 Canadian Conference
The Power Transmission Distributors Association (PTDA) will convene for the...
Dematic FIRST® Scholarship program applications open
Applications for the Supply Chain and Logistics Scholarship Due Saturday,...

MHI and WERC responds to Key Bridge tragedy
MHI and our Warehousing Education and Research Council (WERC) division are...
U.S. Rail Report for the Week Ending March 23, 2024
The Association of American Railroads (AAR) reported U.S. rail traffic for...

WIZE Solutions positioned for growth with expanded resources and capabilities
Offering its installation and project management solutions to some of the...

Episode 473: Warehouse Staffing: A deep dive with Traba’s Read Egger
In this episode of The New Warehouse, Kevin is joined by Read Egger, the...

Episode 472: Nearshoring Insights from NowPorts’ Mauricio de la Cerda
This episode centers on the burgeoning trend of nearshoring. Mauricio de la...

Episode 471: A deep dive into AI in warehousing with Standard Insights’ Jerry Abiog
This episode of The New Warehouse Podcast features Jerry Abiog, CEO of...

Episode 470: Perpetual Power in warehousing with CaPow
This episode of The New Warehouse Podcast features Dr. Mor Peretz, CEO of...

Episode 469: Insights on warehouse software solutions from Embassy Data Logistics’ CEO Lee Rector
In this episode of The New Warehouse Podcast, Lee Rector, CEO of Embassy...

Episode 468: Sustainable retail returns with Brian Adams of Retail Reworks
It’s an away game for The New Warehouse Podcast as Kevin visits the...
Episode 467: Driving warehouse efficiency with autonomous forklift products from VisonNav
In this episode of The New Warehouse Podcast, we delve into the...

Episode 466: Outerspace empowers brands with personalized 3PL services
In this captivating episode of the New Warehouse podcast, we discuss...
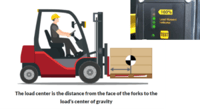
Combilift introduces COMBi Safelift anti-overload device
Forklift operators who are insufficiently aware of the load they are lifting...

Iowa and Iowa State Basketball Dancing in March Bobbleheads unveiled
To celebrate the Iowa Hawkeyes and Iowa State Cyclones runs to the Sweet 16,...

LexxPluss demonstrates safe, interoperable and scalable mobile robot conveyancing technology in the US
Japanese automation solutions company LexxPluss has established itself in...

Wauseon Machine to showcase integrated automation solutions at Automate 2024
Visit Booth #1257 to learn more about robotic and custom-tailored automation...

ProGlove and topsystem partner to deliver ultimate hands-free picking solution
Product bundle combines trailblazing Pick-by-Voice solution with best of...

Janam unveils breakthrough All-in-One UHF RFID reader
XR2 sets a new benchmark in RFID technology with unmatched speed, accuracy...

Webasto Charging Systems expands access to ProCore Edge 10 Bay Industrial Charger
PosiCharge, the industrial charging division of Webasto Charging Systems...
KNAPP launches shuttle for freezer applications
OSR Shuttles Technology released for sale across North American Cold...
Women In Trucking Association announces its April 2024 Member of the Month
The Women In Trucking Association (WIT) has announced Micha Kay as its...

Women In Trucking Association announces 2024 Distinguished Woman in Logistics Award finalists
The Women In Trucking Association (WIT) has announced three finalists for...

Global Shop Solutions Director achieves 20-Year Milestone
One of the most important aspects of ERP software for manufacturers is the...
Upper Mississippi Waterway Association names Williams as executive director
The Upper Mississippi Waterway Association (UMWA) has tabbed Gary Williams...

NFI Driver earns highest recognition by Truckload Carriers Association
On March 26, Howard Robinson of NFI was awarded the TCA Professional Driver...

EDC Bolsters Midwest presence with Dean Grosel
Electronic Drives and Controls expands its presence in the Midwest by...

Chip Gaines announced as Bobcat Company’s New Brand Ambassador
The partnership between the home renovation expert and entrepreneur and the...

Fortifi welcomes Robert Gibson as General Counsel
Veteran leader provides extensive international legal and management...
Recent From Whitepapers




This just in from

Our Current Issue
Free Magazine & eNewsletter

Current Supplements